
Aviation-Grade Welded Rectifier Cones & Shells
Fertigung von Triebwerksgehäuse-Baugruppen in Luftfahrtqualität | HB5800-2021-Konformität mit 0,0X mm Koaxialitätskontrolle auf Bezugsfläche B
Attributes
- Material7075 / 2A12 / Hochtemperaturlegierungen
- Thickness4mm
- CoatingBeizen / Passivieren
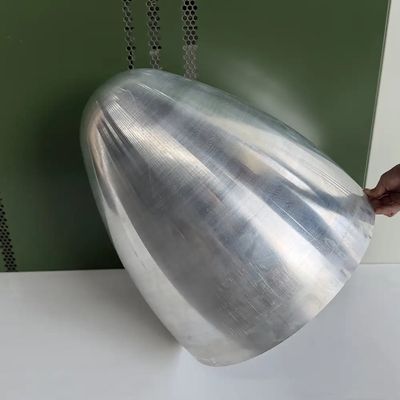
- SizeØ800×H220
- AnwendungStrukturbauteile für Luftfahrt-Triebwerkssysteme
- Maßtoleranz±0,1 mm
- UmformverfahrenPräzisions-Metalldrücken + fortschrittliche Schweißtechnik
- IndustrienormHB5800-2021 / HB5936-2011
- SchweißverfahrenVakuum-Elektronenstrahlschweißen / präzises WIG-Schweißen
Kernprozess
Diese Triebwerksgehäuse-Baugruppe wird durch die Kombination aus präzisem Metalldrücken, fortschrittlicher Umformtechnik und hochintegren Schweißverfahren für komplexe mehrteilige Luft- und Raumfahrtstrukturen gefertigt.
Für die integrierte Konfiguration aus Strömungskegel, Stützplatte und Außengehäuse kommen Vakuum-Elektronenstrahlschweißen oder präzises WIG-Schweißen zum Einsatz, ergänzt durch gezielte Verzugskontrollstrategien zur Sicherstellung der strukturellen Genauigkeit während der Montage.
Dieser Ansatz gewährleistet hohe Verbindungsfestigkeit, Maßstabilität und Prozesssicherheit für luftfahrtgeeignete Triebwerkskomponenten unter hohen thermischen und mechanischen Belastungen.
Präzisionskontrolle
Die Fertigung erfolgt unter strikter Einhaltung der Luftfahrtindustrie-Norm HB5800-2021.
Unter Verwendung der Bezugsfläche B als alleiniger Messreferenz werden alle kritischen Maßmerkmale innerhalb von ±0,1 mm kontrolliert, während wesentliche Koaxialitätsmerkmale auf einem Präzisionsniveau von 0,0X mm gehalten werden.
Fortschrittliche Koordinatenmesssysteme werden eingesetzt, um die Baugruppenausrichtung zu verifizieren und die Einhaltung der Luftfahrt-Toleranzanforderungen sicherzustellen.
Oberflächenbehandlung
Alle Schweißnähte durchlaufen umfassende Nachbearbeitungs- und Reinigungsprozesse.
Nach dem Schweißen werden die Oberflächen durch Beizen und Passivieren behandelt, um Korrosionsbeständigkeit und Oberflächenintegrität zu erhöhen.
Die fertige Baugruppe ist frei von Spritzern, Einbrandkerben und Unregelmäßigkeiten an den Schweißkanten und erfüllt vollständig die Kennzeichnungs- und Qualitätsvorgaben nach HB5936-2011.
Innenräume werden gründlich gereinigt, um eine spanfreie und kontaminationsfreie Umgebung gemäß den Sauberkeitsanforderungen der Luftfahrtindustrie sicherzustellen.
Materialanpassung
Spezialisiert auf Luftfahrtwerkstoffe wie 7075-Aluminiumlegierung, 2A12-Aluminiumlegierung und hochtemperaturbeständige Superlegierungen, gewährleistet dieses Verfahren eine optimale metallurgische Kompatibilität zwischen Strömungskegel und Gehäusestruktur.
Die resultierende Baugruppe bietet hervorragende Wärmebeständigkeit, Ermüdungsfestigkeit und mechanische Konsistenz und unterstützt eine langfristige Betriebsstabilität in anspruchsvollen Luftfahrtumgebungen.
Related Case
Get a Quote
- Precision Custom Metal Spinning Parts
- 👉 Upload your drawings and receive a quotation within 24 hours.