
Aviation-Grade Welded Rectifier Cones & Shells
Produzione di Assiemi Carter Motore di Grado Aerospaziale | Conformità HB5800-2021 con Controllo di Coassialità 0.0Xmm sulla Superficie di Riferimento B
Attributes
- MaterialLega di Alluminio 7075 / Lega di Alluminio 2A12 / Superleghe ad Alta Temperatura
- Thickness4mm
- CoatingPickling / Passivation
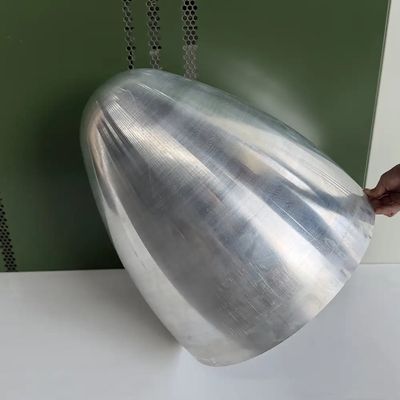
- SizeØ800×H220
- ApplicationAerospace Engine Structural Systems
- Forming ProcessPrecision Metal Spinning + Advanced Welding
- Dimensional Tolerance±0.1mm
- Welding MethodsVacuum Electron Beam Welding / Precision TIG Welding
- Industry StandardHB5800-2021 / HB5936-2011
Processo Principale
Questo assieme di carter motore viene prodotto attraverso una combinazione di metal spinning di precisione, formatura avanzata e tecnologie di saldatura ad alta integrità per strutture aerospaziali complesse multi-componente.
Per la configurazione integrata composta da cono di flusso, piastra di supporto e carter esterno, il processo produttivo utilizza saldatura a fascio elettronico in vuoto oppure saldatura TIG di precisione, supportate da strategie di controllo della deformazione per mantenere l’accuratezza strutturale durante l’intero assemblaggio.
Questo approccio garantisce elevata resistenza dei giunti, stabilità dimensionale e affidabilità del processo per componenti motore aerospaziali operanti sotto elevati carichi termici e meccanici.
Controllo di Precisione
La produzione viene eseguita in stretta conformità agli standard aerospaziali HB5800-2021.
Utilizzando la Superficie di Riferimento B come unico riferimento di misura, tutte le caratteristiche dimensionali critiche vengono controllate entro ±0,1 mm, mentre le principali caratteristiche di coassialità sono mantenute con precisione di livello 0.0X mm.
Sistemi avanzati di misura a coordinate vengono applicati per verificare l’allineamento dell’assieme e garantire la conformità ai requisiti di tolleranza aerospaziale.
Trattamento Superficiale
Tutti i cordoni di saldatura vengono sottoposti a procedure complete di finitura e pulizia.
Le superfici post-saldatura vengono trattate mediante decapaggio e passivazione per migliorare la resistenza alla corrosione e l’integrità superficiale.
L’assieme finito è privo di spruzzi di saldatura, incisioni marginali e irregolarità dei bordi di saldatura, risultando pienamente conforme alle specifiche di marcatura e qualità HB5936-2011.
Le cavità interne vengono accuratamente pulite per garantire un ambiente privo di trucioli e contaminazioni, conforme agli standard di pulizia aerospaziale.
Adattabilità del Materiale
Specializzato per materiali di grado aerospaziale come lega di alluminio 7075, lega di alluminio 2A12 e superleghe ad alta temperatura, questo processo garantisce una compatibilità metallurgica ottimale tra il cono di flusso e la struttura del carter.
L’assieme risultante offre eccellente resistenza termica, prestazioni a fatica e coerenza meccanica, supportando stabilità operativa a lungo termine in ambienti aerospaziali ad alta sollecitazione.
Specifiche Tecniche
| Parametro | Specifica |
|---|---|
|
Nome Prodotto |
Assieme Carter Motore di Grado Aerospaziale |
|
Applicazione |
Sistemi Strutturali per Motori Aerospaziali |
|
Opzioni Materiale |
Lega di Alluminio 7075 / Lega di Alluminio 2A12 / Superleghe ad Alta Temperatura |
|
Processo Produttivo |
Metal Spinning di Precisione + Formatura Avanzata + Saldatura ad Alta Integrità |
|
Struttura Principale |
Assieme Integrato di Cono di Flusso, Piastra di Supporto e Carter Esterno |
|
Metodi di Saldatura |
Saldatura a Fascio Elettronico in Vuoto / Saldatura TIG di Precisione |
|
Tolleranza Dimensionale |
±0,1 mm |
|
Controllo di Coassialità |
Livello 0.0X mm |
|
Riferimento Dimensionale |
Superficie di Riferimento B |
|
Metodo di Ispezione |
Verifica tramite Sistema Avanzato di Misura a Coordinate (CMM) |
|
Trattamento Superficiale |
Decapaggio e Passivazione |
|
Requisiti Qualità di Saldatura |
Assenza di Spruzzi, Assenza di Incisioni Marginali, Assenza di Irregolarità sui Bordi di Saldatura |
|
Requisiti di Pulizia Interna |
Cavità Interne Prive di Trucioli e Contaminazioni |
|
Standard di Settore |
HB5800-2021 / HB5936-2011 |
|
Caratteristiche Strutturali |
Elevata Resistenza dei Giunti, Elevata Stabilità Dimensionale, Precisione di Assemblaggio di Grado Aerospaziale |
|
Caratteristiche Principali del Materiale |
Resistenza Termica, Resistenza alla Fatica, Compatibilità Metallurgica |
|
Vantaggi Principali |
Assemblaggio con Controllo della Deformazione, Elevata Stabilità Termica, Saldatura Aerospaziale di Precisione |
|
Applicazione Tipica |
Carter Motore Aerospaziale e Sistemi di Assemblaggio Strutturale |
Related Case
Get a Quote
- Precision Custom Metal Spinning Parts
- 👉 Upload your drawings and receive a quotation within 24 hours.