
Aviation-Grade Welded Rectifier Cones & Shells
Fabrication d’Assemblages de Carter de Moteur de Grade Aérospatial | Conformité HB5800-2021 avec Contrôle de Coaxialité 0.0Xmm sur la Surface de Référence B
Attributes
- Material7075 / 2A12 / High-Temperature Alloys
- Thickness4mm
- CoatingPickling / Passivation
- SizeØ800×H220
- ApplicationAerospace Engine Structural Systems
- Forming ProcessPrecision Metal Spinning + Advanced Welding
- Dimensional Tolerance±0.1mm
- Welding MethodsVacuum Electron Beam Welding / Precision TIG Welding
- Industry StandardHB5800-2021 / HB5936-2011
Procédé Principal
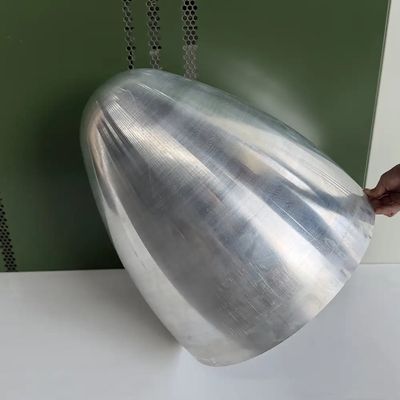
Cet assemblage de carter moteur est fabriqué grâce à une combinaison de metal spinning de précision, de formage avancé et de technologies de soudage haute intégrité destinées aux structures aérospatiales complexes multi-composants.
Pour la configuration intégrée comprenant le cône d’écoulement, la plaque de support et le carter extérieur, le procédé de fabrication utilise le soudage par faisceau d’électrons sous vide ou le soudage TIG de précision, associés à des stratégies de contrôle de déformation afin de maintenir la précision structurelle tout au long de l’assemblage.
Cette approche garantit une résistance supérieure des assemblages soudés, une excellente stabilité dimensionnelle et une haute fiabilité du procédé pour des composants moteurs aérospatiaux soumis à de fortes charges thermiques et mécaniques.
Contrôle de Précision
La fabrication est exécutée dans le strict respect des normes aérospatiales HB5800-2021.
En utilisant la Surface de Référence B comme unique référence de mesure, toutes les caractéristiques dimensionnelles critiques sont contrôlées dans une tolérance de ±0,1 mm, tandis que les caractéristiques clés de coaxialité sont maintenues à un niveau de précision de 0.0X mm.
Des systèmes avancés de mesure tridimensionnelle sont utilisés pour vérifier l’alignement de l’assemblage et assurer la conformité aux exigences de tolérance aérospatiales.
Traitement de Surface
Tous les cordons de soudure subissent des opérations complètes de finition et de nettoyage.
Les surfaces après soudage sont traitées par décapage et passivation afin d’améliorer la résistance à la corrosion et l’intégrité de surface.
L’assemblage final est exempt de projections de soudure, de morsures et d’irrégularités des bords de soudure, conformément aux spécifications de marquage et de qualité HB5936-2011.
Les cavités internes sont soigneusement nettoyées afin de garantir un environnement sans copeaux ni contamination, répondant aux normes de propreté aérospatiales.
Adaptabilité des Matériaux
Spécialement conçu pour les matériaux de grade aérospatial tels que l’alliage d’aluminium 7075, l’alliage d’aluminium 2A12 et les superalliages haute température, ce procédé garantit une compatibilité métallurgique optimale entre le cône d’écoulement et la structure du carter.
L’assemblage obtenu offre une excellente résistance thermique, de hautes performances en fatigue et une grande homogénéité mécanique, assurant une stabilité opérationnelle à long terme dans des environnements aérospatiaux exigeants.
Spécifications Techniques
| Paramètre | Spécification |
|---|---|
|
Nom du Produit |
Assemblage de Carter de Moteur de Grade Aérospatial |
|
Application |
Systèmes Structurels de Moteurs Aérospatiaux |
|
Options de Matériaux |
Alliage d’Aluminium 7075 / Alliage d’Aluminium 2A12 / Superalliages Haute Température |
|
Procédé de Fabrication |
Metal Spinning de Précision + Formage Avancé + Soudage Haute Intégrité |
|
Structure Principale |
Assemblage Intégré du Cône d’Écoulement, de la Plaque de Support et du Carter Extérieur |
|
Méthodes de Soudage |
Soudage par Faisceau d’Électrons sous Vide / Soudage TIG de Précision |
|
Tolérance Dimensionnelle |
±0,1 mm |
|
Contrôle de Coaxialité |
Niveau 0.0X mm |
|
Référence Dimensionnelle |
Surface de Référence B |
|
Méthode d’Inspection |
Vérification par Système Avancé de Mesure Tridimensionnelle (CMM) |
|
Traitement de Surface |
Décapage et Passivation |
|
Exigence Qualité Soudure |
Sans Projections, Sans Morsures, Sans Irrégularités des Bords de Soudure |
|
Exigence de Propreté Interne |
Cavités Internes Sans Copeaux ni Contamination |
|
Normes Industrielles |
HB5800-2021 / HB5936-2011 |
|
Caractéristiques Structurelles |
Haute Résistance des Assemblages, Haute Stabilité Dimensionnelle, Précision d’Assemblage de Grade Aérospatial |
|
Caractéristiques Clés des Matériaux |
Résistance Thermique, Résistance à la Fatigue, Compatibilité Métallurgique |
|
Principaux Avantages |
Assemblage avec Contrôle de Déformation, Haute Stabilité Thermique, Soudage Aérospatial de Précision |
|
Application Typique |
Carter de Moteur Aérospatial et Systèmes d’Assemblage Structurel |
Related Case
Get a Quote
- Precision Custom Metal Spinning Parts
- 👉 Upload your drawings and receive a quotation within 24 hours.